


- 邮箱:
- dgd234@qq.com
- 电话:
- 020-154154152
- 传真:
- 5455-5645-2652
- 手机:
- 13859454858
- 地址:
- 广东省广州市番禺区大发路234号
摘要:
微电子封装产品组装过程中,金锡熔封封盖是将产品盖板通过金锡焊料在高温熔融的情况与产品腔体结合,形成一个密闭的空间。为保证产品长时间使用可靠性,减小产品熔封完成后内部的水汽含量,通常在金锡熔封封盖过程中,对熔封环境填充惰性气体实施保护。
引言

微电子封装陶瓷壳体是一种机械强度高、耐湿性好的气密性封装,由于其散热效果优异和耐外部冲击力强被普遍运用于芯片封装的主要载体。陶瓷壳体封装又分为平行缝焊封盖和金锡熔封封盖。本文重点讨论陶瓷壳体封装金锡熔封封盖工艺。
陶瓷管壳金锡熔封封盖与平行缝焊封盖工艺对比
金锡熔封封盖是一种合金钎焊工艺,采用的是在陶瓷腔体与盖板之间填充合金焊料,封盖时将产品整体置于高温环境下,通过融化合金焊料使腔体与盖板连接固定。由于含金合金焊料的熔点偏高,所以产品在熔封封盖过程中整体会承受较高温度,要求产品本身及内部粘结导电胶能承受大于合金熔点的温度。金锡熔封封盖工艺的优点在于不会破坏外壳表面的保护镀层,只要外壳封盖前能通过盐雾考核,则产品熔封后也可满足抗盐雾要求。
平行缝焊工艺是一种电阻焊, 其原理是通过两个带电的电极滚轮在外壳的两个缝焊边滚动, 形成一个电流回路, 在电极与盖板接触处的大电阻区产生焦耳热,并在一定的焊接能量下 ,使焊点温度到达盖板的熔点,从而完成对盖板与腔体的密封焊接。平行缝焊工艺本身在缝焊过程中会对金属盖板焊边保护镀层造成不同程度的损伤 ,使焊边基材失去保护作用,暴露在空气环境中。这样 ,在盐雾试验环境下,不同电位的金属将形成原电池系统, 从而在焊边产生局部锈蚀点。因此在产品的抗盐雾能力上金锡熔封封盖工艺相比平行缝焊封盖工艺有一定的优势。本文结合实际案例着重讨论陶瓷腔体采用金锡熔封工艺过程中的注意事项。
3. 陶瓷管壳金锡熔封封盖的运用及特点
盖板与腔体间焊料介质分析:Au80Sn20 合金具有良好的浸润性,而且对镀金层的浸蚀程度很低,同时也没有像银那样的迁徙现象;还具有高耐腐蚀性、高抗蠕变性和良好的导热和导电性,因此 Au80Sn20 焊料被广泛用于大功率电子器件的芯片焊接和高可靠电路的气密性封装。
下图为金锡含量占比的变化,合金焊料熔点温度的变化
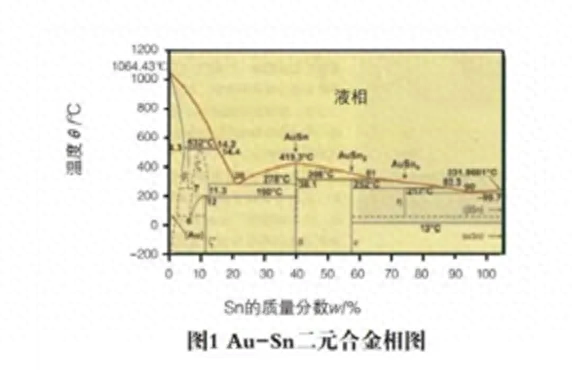
金锡封装工艺对产品腔体机盖板的要求:运用于金锡熔封的产品管壳腔体可直接在封口面陶瓷上镀金,也可烧结封口环后在封口环上镀金保持焊接的良好性。盖板采用可伐镀金将金锡合金焊料点焊固定于盖板上便于组装。由于合金焊料( Au80Sn20)的熔点为280℃,熔封时需要根据产品及设备特点将环境温度提高至 320℃~350℃,利用夹子或工装将产品盖板及腔体紧贴在一起放置到设定好曲线的设备中完成封盖。金锡熔封封盖工艺由于不会破坏产品表层镀层,能有效帮助产品通过盐雾实验,但焊料本身的熔点偏高,需要考虑芯片粘接导电胶的耐温,避免产品在经过高温熔封后芯片粘结力下降失效。
4. 惰性气体在陶瓷管壳金锡熔封封盖的作用
为控制产品熔封后的水汽含量,在熔封过程中通常采用 N2 作为填充气体为主流工艺。N2 作为惰性气体,可以有效防止产品在熔封过程受到氧化或污染并充当热量传递介质。这种保护作用有助于维持芯片的原始性能和延长其使用寿命。但当产品金属盖板及陶瓷管壳封口环在熔封前受到氧化,或本身制造工艺中的处理受到污染。N2 无法对盖板及腔体封口环进行还原及清洁,熔封过程对产品盖板及腔体本身洁净度要求较高,容易出现焊料包裹不饱满,结合处易产生气孔,焊料断结等不良。本文通过实际案例着重讨论改善金锡熔封环境中惰性气体的种类,对陶瓷腔体盖板金锡熔封效果的影响。
实验证明在以往的高纯氮中加入一定比例的氢气,可以有效的改善陶瓷腔体金锡熔封封盖的质量。氢气作为一种还原性很强的气体,在金锡熔封过程的加入会使气体中水分子被分解成氢和氧,这些氢原子和导致氧化反应的氧化物反应,从而减少氧化反应的
发生,避免氧化的生成,减少环境中的氧含量和水含量。同时氢气可以去除表面的氧化膜起到还原产品焊接表面的作用。需要注意的是氢气含量在空气中达到一定浓度会引发爆炸,在使用过程中应严格控制混合气体中氢气的浓度,并做好防泄漏措施。下面以生产过程的实际案例分析对氮氢混合气体在陶瓷壳体金锡熔封封盖过程中应用。
实验采用同一产品,在相同的工艺曲线下通入高纯氮和氮氢混合气体的金锡熔封封盖效果。
实验设备真空共晶炉:CTvlo12
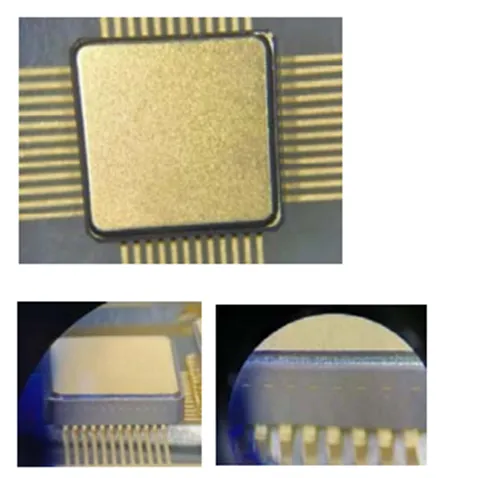
验证产品:CQFP48 陶瓷管壳及自带金锡焊环盖板。腔体材料陶瓷管壳,封口环表面镀金,盖板材料可伐表面镀金。
熔封工装:腔体和盖板用工装对位组装后采用不锈钢架子固定。
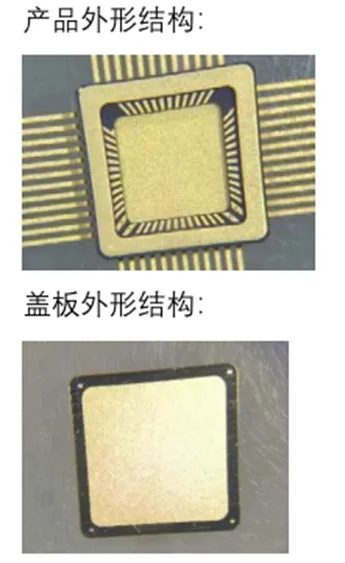
产品熔封背景:CQFP48 陶瓷管壳及盖板采用合金焊料( Au80Sn20)熔封组装工艺,在以往生产过程中由于该型号的腔体浸润性较差,导致熔封过程有较大比例的不良,主要现象表现在盖板与腔体的结合面金锡焊料填充不完整,有缺口气孔等缺陷。
产品工艺曲线大致如下:
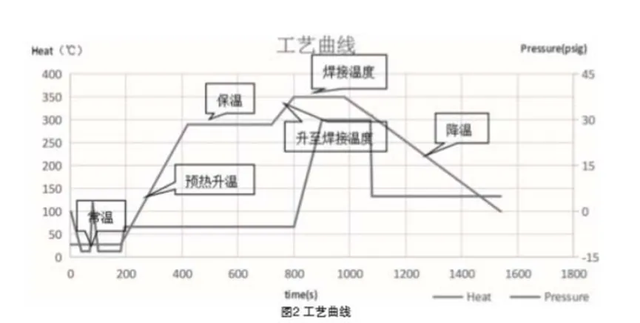
常温下对产品熔封环境设备内腔进行气体置换,减少腔体内部的空气含量。升温过程中对腔体内部充入惰性气体充当热传递介质及保护产品防止氧化。设置高温熔化温度 350℃,持续时间 300s。
实验一步骤:
取组装后的产品 10 只,放入共晶炉中,升温过程中通入 99.999%的氮气作为熔封过程中的保护气氛,完成封盖过程。
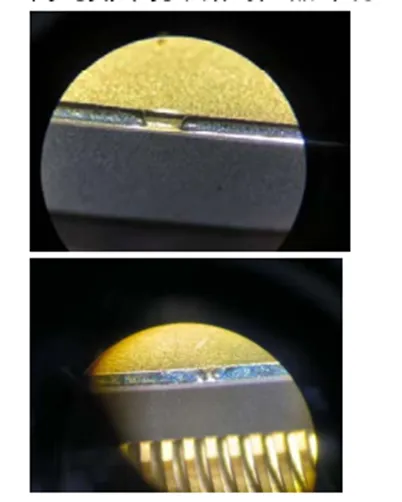
实验完成后对封盖外观进行检查。10只产品中出现 6 只金锡焊料填充不完整,有缺口气孔等缺陷。高纯氮环境下熔封产品外观:
实验二步骤:
取相同批次的管壳盖板组装产品 10只,采用实验一同样的工艺曲线,升温过程中通入 5%的氮氢混合气作为熔封过程中的保护气氛,完成封盖过程。
实验完成后对封盖外观进行检查。10只产品中未出现金锡焊料填充不完整,有缺口气孔等缺陷。
氮氢混合气体环境下熔封产品外观:
对实验一及实验二所有样品进行熔封后的捡漏实验:
按照 GJB548C-2021,密封1014.3 对产品进行细捡漏。
实验条件:517KPa 氦气环境保压2小时。
测试结果:1 所有产品漏率均<1.0x10-10(Pa/m³)/s,合格率 100%。
实验结果:对比两组熔封实验的产品外观,在氮氢混合气体作为熔封时的保护气氛下完成封盖的产品,盖板及腔体的结合面更完整,焊料色泽光亮,具有较高的成品率。
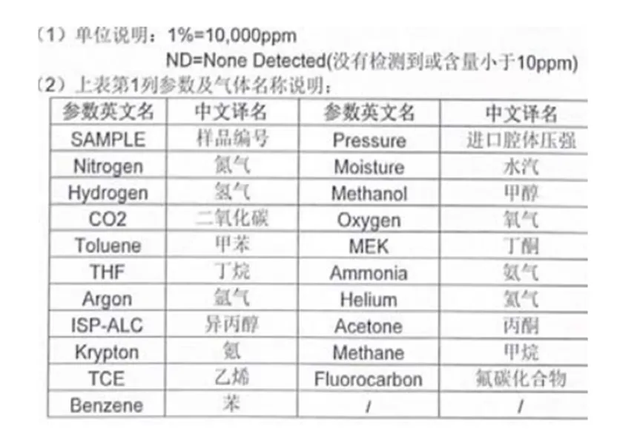
将实验一及实验二样品各抽选 4 只进行内部水汽含量检查:
测试方法及参考标准: GJB548C-2021电子元器件试验程序 方法 1018.2 内部气体成分分析。
测试结果见下表:
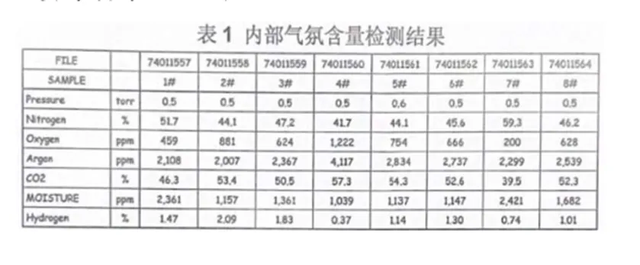

由上表可知实验一及实验二样品内部气氛抽样测试结果均满足标准要求(<5000PPm)
4.结论
由于氢气有较强的还原性,对产品本身存在氧化焊接缺陷的腔体。在陶瓷腔体与盖板的金锡熔封过程中,以氮氢混合气体作为保护气氛可以使陶瓷腔体氧化部分得到还原,达到一个较为理想的熔封效果。
原创刘春燕 张林 等半导体封装工程师之家
